出典:www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Mehul C.RavalとSukumarMadugulaReddyによる
提出日:2018年10月4日レビュー日:2019年1月29日公開日:2019年5月15日
DOI:10.5772 / intechopen.84817
概要
この章では、産業用シリコン太陽電池の製造技術とその現状を紹介します。 読者が産業用太陽電池で有利なスタートを切ることができるように、市販のp型および高効率n型太陽電池構造について説明および比較します。 テクスチャリングからスクリーン印刷されたメタライゼーションまでのさまざまなプロセスステップの概要を示します。 単結晶および多結晶シリコンウェーハのテクスチャリングプロセスは、最新のプロセスでレビューされています。 拡散および反射防止コーティング堆積の熱プロセスの概要が示されています。 太陽電池のメタライゼーションのための確立されたスクリーン印刷プロセスは、接点の焼結のための高速焼成ステップで導入されます。 太陽電池の特性評価のためのさまざまなパラメータを使用した太陽電池のIVテストが紹介されています。 さまざまなプロセスや機器製造の最新の開発についても、予想される将来の傾向とともに説明します。
キーワード
ケイ素
太陽電池
製造
多結晶
単結晶
テクスチャリング
1.はじめに
太陽光発電は重要な再生可能エネルギー源であり、2007年の8GWから2017年には400GWに急速に成長しました[1]。 需要の増加に伴い、PVシステムのコストも35.7 $ / Wpin1980から0.34 $ / Wpin 2017に大幅に低下し、採用が加速しています[2]。 マイクロエレクトロニクス産業の重要な材料であるシリコン(Si)も、1950年代から太陽電池のバルク材料として広く使用されており、市場シェアは& gt; 90%です[2]。 この章では、市販のシリコン太陽電池を製造するための一般的な手順を紹介します。 太陽電池の簡単な歴史とシリコン基板の種類の概要、およびさまざまな太陽電池アーキテクチャをセクション2と3で紹介します。続いて、製造に使用される湿式化学と高温のステップについてセクションで説明します。セクション6では、市販の太陽電池の一般的な特性評価パラメータとともに、金属化プロセスについて説明します。 最後に、将来のロードマップと予想される傾向については、結論のセクションで説明します。
2.太陽電池の進化
「光起電力効果」とは、文字通り、光にさらされると電圧が発生することを意味します。 この現象は、1839年にフランスの物理学者Edmund Becquerelが電気化学セルで最初に観察し、1876年に英国の科学者WGAdamsとREDayがセレン製の固体デバイスで観察しました[3]。 1950年代以降、商用太陽電池の性能は& lt; 1%から& gt; 23%[2]に急速に進歩し、シリコンはそれ以来、太陽光発電業界の「主力」となっています。その後。 シリコン太陽電池の進化を図1に示します。
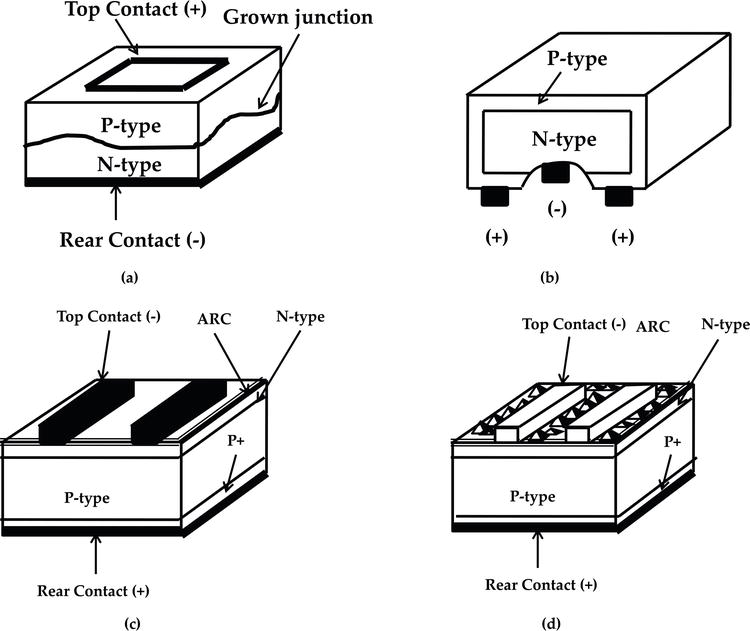
図1シリコン太陽電池の進化 (a)1941:成長接合で報告された太陽電池、(b)1954:ドーパント拡散で形成された太陽電池pn接合、(c)1970:アルミニウム裏面電界を備えたバイオレットセル、(d)1974:を備えたブラックセル化学的にテクスチャー加工された表面[3]。
1940年代にベル研究所のラッセルオールによって実証された最初のシリコン太陽電池は、再結晶プロセス中の不純物偏析から形成された自然接合に基づいていました[3]。 接合位置とシリコン材料の品質を制御できないため、セルの効率は& lt; 1%でした。 それ以来、Ohlによって与えられた領域(p型:照明である側とn型:反対側)に名前を付けるための命名法は、太陽電池の命名規則に使用されています。
1950年代に、シリコン中のドーパントの高温拡散プロセスが急速に発展しました。 ベル研究所のPerson、Fuller、Chaplinは、リチウムベースのドーピングで4.5%の効率の太陽電池を実証しましたが、ホウ素の拡散で6%に向上しました。 太陽電池は「ラップアップ」構造を持っていました(図1(b))シェーディング損失を回避するために両方の接点を裏側に配置しますが、ラップアラウンド構造のために抵抗損失が高くなります。 1960年までに、細胞構造は次のように進化しました。図1(c)。 アプリケーションは宇宙探査用であったため、最大の耐放射線性を実現するために10Ωcmの高抵抗率基板が使用されました。 両面に真空蒸着接点を使用し、前面(FS)に反射防止コーティング(ARC)として一酸化ケイ素コーティングを使用しました[3].
1970年代初頭、裏面にアルミニウムを焼結することで、「裏面電界(Al-BSF)」と呼ばれる高濃度にドープされた界面を形成し、不純物をゲッタリングすることで、セルの性能が向上することがわかりました。3]。 Al-BSFは、背面でのキャリアの再結合を減らし、電圧と長波長スペクトル応答を改善します。 より細かく間隔の狭いフィンガーを実装することで、接合部ドーピングの要件が軽減され、デッドレイヤーが排除されました。 二酸化チタン(TiOx)が使用され、その厚さは、より短い波長の反射を減らすように選択され、太陽電池に紫色の外観を与えました。 (100)ウェーハの異方性エッチングを使用してウェーハをテクスチャリングし、(111)表面を露出させることにより、さらに改善が行われました。 テクスチャリングにより、光トラップが改善され、セルに暗いベルベットの外観が与えられました。 改善されたセルアーキテクチャを以下に示します。図1(d)。 1976年、RittnerとArndtは、17%に近い効率の地上太陽電池を実証しました[3].
不動態化エミッター太陽電池(PESC)は、1984年から1986年に20%の効率というマイルストーンを達成しました。 金属/シリコンの接触面積はPESCセルではわずか0.3%でしたが、ZnS / MgFの二重層ARCは2両方のセル構造で使用されました。 1994年に、24%の効率で不動態化されたエミッタ後部局所拡散(PERL)セルが実証されました[3]。 PESCセルと比較して、PERLセルはFS上に逆ピラミッドを備えており、両側の光トラップと酸化物ベースのパッシベーションが向上しています。 裏面の酸化物パッシベーション層も長波長の内部反射率を改善し、スペクトル応答を改善しました。
進化する太陽電池アーキテクチャに加えて、スループットの向上、プロセスステップの改善、コストの削減という観点から、製造分野でも継続的な開発が行われています。 次のセクションでは、Si基板とさまざまなタイプの太陽電池の製造の概要を説明します。
3.商用シリコン太陽電池技術
Siは、酸素に次いで地球上で2番目に豊富な材料であり、半導体業界で広く使用されています。 純度98%の冶金グレードのシリコン(Mg-Si)は、石英(SiO2)を炭素と一緒に1,500〜2,000の高温で加熱することによって得られます[4]。 Mg-Siはさらに精製され、純度99.99%のソーラーグレードのシリコンチャンクが得られます。 次に、精製されたソーラーグレードのSiチャンクをさらに処理して、シリコンの大きな塊であるSiインゴットの単結晶および多結晶の形態を取得します。 単結晶Siでは、原子は材料全体で同じ結晶方位に配置されます。 太陽電池の場合、表面反射を減らすために簡単にテクスチャリングできるため、(100)配向が好ましい[5]。 多結晶Siは、その名前が示すように、単結晶基板とは異なり、異なる配向のSi材料の複数の粒子を持っています。 単結晶材料は、多結晶Siと比較して少数キャリアの寿命が長いため、特定の太陽電池技術で太陽電池の効率が高くなります。
単結晶Siインゴットを作成するためのチョクラルスキー(Cz)法を図2(a)に示します。 ドーパントを含む高純度の溶融シリコンを融点以上に維持した後、種結晶を非常に遅い速度で引っ張って、直径300mm、長さ2mのインゴットを取得します[6]。 溶融シリコンには、p型またはn型のドーパントをドープして、最大200kgの特定のタイプの単結晶Siインゴットを得ることができます[2]。 インゴットから切断されたウェーハはエッジが円形であるため、その形状は「疑似正方形」と呼ばれます。 多結晶シリコンインゴットは、図2(b)に示すように、高純度のSiを溶融し、方向性凝固プロセス[7]によって大きなるつぼ内で結晶化することによって作成されます。 このプロセスは、Czプロセスのような基準結晶配向を持たないため、異なる配向のシリコン材料を形成します。 現在、多結晶Siインゴットの重量は& gt; 800kg [2]で、レンガに切断され、ウェーハがさらに切断されます。
太陽電池製造用の単結晶および多結晶ウェーハの現在のサイズは6インチ×6インチです。 単結晶ウェーハの面積は、疑似正方形の形状のために少し小さくなります。 太陽電池を作るために最も広く使用されているベース材料は、ホウ素をドープしたp型Si基板です。 N型Si基板は、高効率の太陽電池の製造にも使用されますが、p型基板と比較して、インゴットに沿って均一なドーピングを行うなど、追加の技術的課題があります。
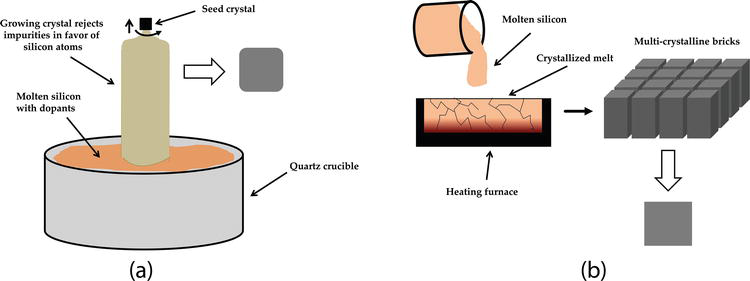
図2.(a)単結晶インゴットのCzプロセスと(b)多結晶インゴットの方向性凝固プロセスの図。
さまざまなタイプの太陽電池の大まかな分類と効率範囲を図3に示します。標準のアルミニウム裏面電界(Al-BSF)技術は、製造プロセスが比較的単純であるため、最も一般的な太陽電池技術の1つです。 これは、スクリーン印刷プロセスによる完全な裏面(RS)Al堆積と、p型基板の裏面からの電子の反発とセル性能の向上に役立つap + BSFの形成に基づいています。 Al-BSF太陽電池の製造フローを図4に示します。商用太陽電池の標準設計は、グリッドパターンFSとフルエリアRS接点を使用しています。
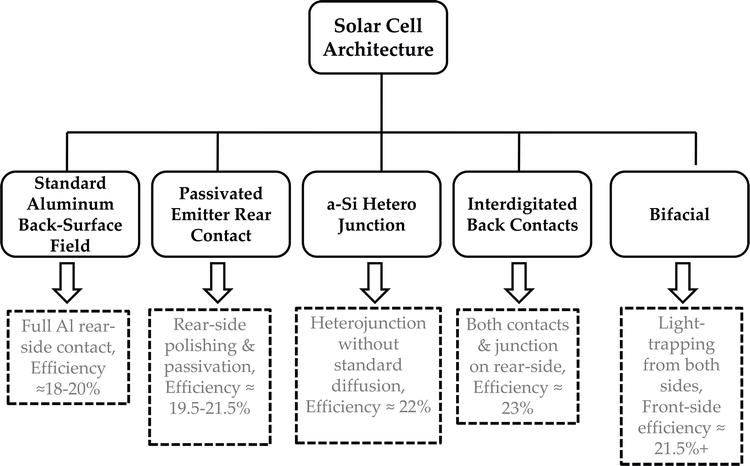
図3さまざまなタイプの太陽電池の大まかな分類。
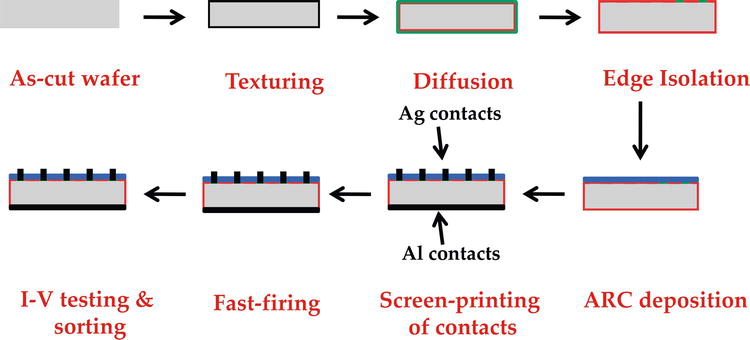
図4Al-BSF太陽電池の製造フロー
パッシベーションされたエミッタリアコンタクト(PERC)太陽電池は、リアサイドパッシベーション層を追加してリアサイドパッシベーションと内部反射を改善することにより、Al-BSFアーキテクチャを改善します。 酸化アルミニウムはRSパッシベーションに適した材料であり、生産時に得られる平均太陽電池効率は21%に近い[8]。 既存のAl-BSF太陽電池ラインは、2つの追加ツール(RSパッシベーション層の堆積とRSの局所的な接点開口部用のレーザー)によってPERCプロセスにアップグレードできます。
残りの3つのセルアーキテクチャは、主にn型Si基板に基づく高効率技術です。 a-Siヘテロ接合太陽電池は、n型Si基板のFSとRS上にa-Si層を持ち、従来の高温拡散ベースのpn接合とは異なり、「ヘテロ接合」を形成します。 このような技術は低温での処理を可能にしますが、表面界面の品質に非常に敏感です。 a-Siベースのヘテロ接合太陽電池はSanyoElectricによって商業的に製造され、現在はPanasonicに引き継がれています[9]。 インターデジタルバックコンタクト(IBC)太陽電池の設計では、両方のコンタクトが背面に存在し、FSコンタクトのシェーディング損失を排除します。 通常、IBC太陽電池の場合、ジャンクションは背面にも配置されます。 高効率n型IBC太陽電池の初期のメーカーの1つはSunPowerCorporationです[10]。 名前が示すように、両面セルは太陽電池の両側から光を取り込むことができます。 これは、光の収集を可能にするために、背面にもグリッドパターンの接点があることを必要とします。 両面技術の例は、ISC、コンスタンツによって開発および商品化されたBiSON太陽電池です[11]。 示された分類は、R& Dフェーズにあり、商業化に近いか、すでに製造されている他のさまざまなタイプの太陽電池アーキテクチャの完全なリストではないことに注意してください。 以降のセクションでは、Al-BSF太陽電池の製造プロセスステップの概要を説明します。
4.太陽電池製造のための湿式化学プロセス
湿式化学ベースの処理は、カットされたままのウェーハの鋸損傷除去(SDR)、入射太陽放射の吸収を高めるための表面のテクスチャリング、および拡散プロセス後のエッジ分離のための太陽電池処理における重要なステップです。 前のセクションで説明したように、太陽電池の製造に使用される主に単結晶および多結晶のシリコンウェーハがあります。 それぞれのタイプのウェーハの湿式化学ベースの処理については、前に説明します。
4.1単結晶シリコンウェーハのテクスチャリング
セクション2で示したように、太陽電池の開発は主に単結晶ウェーハから始まり、したがってマイクロエレクトロニクスの分野で確立された方法を採用しました。 KOH / NaOHに基づくアルカリ異方性エッチングは、単結晶ウェーハのピラミッド型テクスチャリングに使用されます。 カットされたままの単結晶ウェーハの加重平均反射率は& gt; 30%(300〜1,200 nmの波長で)であり、テクスチャリングプロセス後に11〜12%に減少します。 アルカリ性のテクスチャ表面の典型的な形態を図5に示します。異方性エッチング溶液は、ウェーハの(100)表面をエッチングして、シリコン原子の密度が高く、したがって(( 100)顔。 これにより、ウェーハ表面に対して54.7°の角度を形成するランダムなピラミッド構造が形成されます。
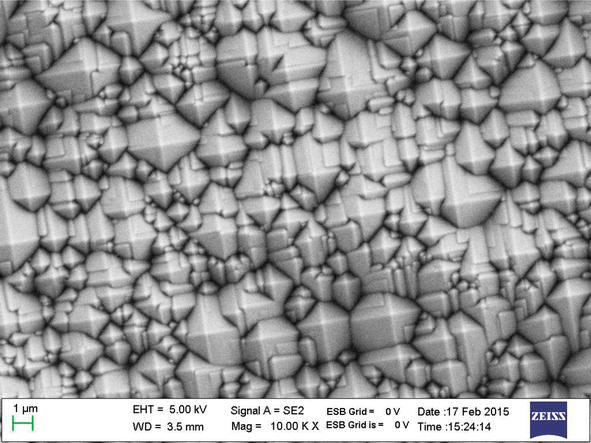
図5アルカリテクスチャ単結晶ウェーハの典型的な表面形態。
アルカリテクスチャリングプロセスの一般的なパラメータを表1に示します。さまざまなパラメータの値は指標であり、市場にはさまざまな添加剤メーカーが存在するため、絶対的なものではないことに注意してください。 イソプロピルアルコール(IPA)は当初、エッチング反応に関与しないテクスチャー溶液の添加剤として使用されていましたが、H2バブル(反応中に生成される)が付着するのを防ぐことにより、テクスチャリングプロセスの均一性を向上させる湿潤剤として機能します。シリコン表面[12]。 しかし、2010年までに、バス温度がIPAの沸点(82.4°C)に近いため濃度が不安定になる、高コスト、高消費、健康被害、爆発性などの欠点により、IPAは徐々に代替添加剤に置き換えられました[12]。 多くのグループが、IPAの欠点を克服し、プロセスウィンドウを増やし、表面反射率を下げるために、IPAを代替添加剤に置き換える開発作業を発表しています[12、13、14、15、16]。 添加剤はまた、処理時間を& lt; 10分に短縮し、バス寿命を& gt; 100ランに延長します。
処理する
KOH / IPA
KOH /添加剤
KOH(%) | 3 | & lt; 3 |
IPA(%) | 6 | — |
添加剤(%) | — | & lt; 2 |
プロセス温度[°C] | & gt; 80 | 70–100 |
ピラミッドサイズ[μm] | 5–12 | 2–7 |
処理時間[分] | 30–40 | 5–10 |
有機物含有量[wt%] | 4–10 | & lt; 1.0 |
沸点[°C] | 83 | & gt; 100 |
お風呂の寿命 | & lt; 15 | & gt; 100 |
表1単結晶ウェーハのIPAベースおよび添加剤ベースのアルカリテクスチャリングのプロセスパラメータ。
単結晶ウェーハのテクスチャリングプロセスは、通常、「バッチ」で実行されます。これは、ウェーハを保持するためのスロット(キャリア内の100スロット)を備えたキャリアにウェーハがロードされ、バッチが次のバスで順次処理されることを意味します。有機残留物と金属汚染を除去するためのテクスチャリング、洗浄、処理ステップ、および処理されたウェーハの乾燥。 キャリアは通常、さまざまな化学物質、摩耗、機械的な摩耗に対して非常に優れた耐性を持つPVDFでコーティングされています。 単結晶ウェーハ処理用の一般的なキャリアを図6に示します。バッチテクスチャリングツールには、各ステップに専用のバスがあり、バスで使用される化学物質用の投与タンクがあります。 このツールは多くのキャリアを同時に処理し、4つのキャリアを同時に処理することで& gt; 6,000ウェーハ/時のスループットに達することができます。

図6バッチツールにウェーハをロードするためのキャリア。 出典:RCT Solutions GmbH
4.2多結晶シリコンウェーハのテクスチャリング
多結晶ウェーハは、単結晶ウェーハと比較してコスト面で有利であるため、より広く採用されています。 ただし、単結晶ウェーハのテクスチャリングに使用されるアルカリ化学は、異なる粒子配向が存在するため、多結晶ウェーハではうまく機能しません。 HFとHNO3に基づく代替の酸性化学が開発され、のこぎりの損傷を取り除き、多結晶ウェーハを同時にテクスチャリングしました[17、18]。 酸性溶液ベースのテクスチャリングは、室温より低い温度で動作するため、反応ガスの放出が減少し、発熱が少なく、エッチング溶液の安定性が高くなり、エッチング速度の制御が向上します[18]。 多結晶ウェーハのアルカリテクスチャリングと酸性テクスチャリングプロセスの比較を図7に示します。
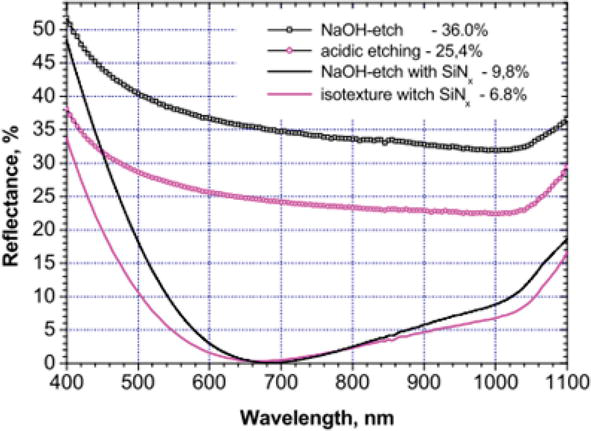
図7多結晶ウェーハのアルカリ性と酸性のテクスチャリングの比較。 比較のために、SiNx:Hの堆積後の反射率曲線も示されています[17]。
多結晶ウェーハの酸性テクスチャリングプロセスは、アルカリテクスチャリングプロセスと比較して大幅に短縮された時間で実行できるため、ウェーハがエッチング槽に浸されたローラーを通過する「インライン」構成で実装できます。 インラインプロセスと典型的な酸性テクスチャリングプロセスの代表的な画像を図8に示します。5レーン構成の場合、インラインツールのスループットは最大4,000ウェーハ/時です。 エッチング液で下向きのウェーハ表面は、上面よりもテクスチャが良く、さらに処理するための「サニーサイド」であることに注意することが重要です。 酸性テクスチャリングプロセスにより、テクスチャ表面に多孔質シリコンが形成され、光を吸収し、表面の再結合も増加します[18]。 したがって、多孔質シリコンは、希アルカリ溶液を使用して除去されます。 続いて、酸性洗浄(HF + HCl)を実行して、ウェーハ表面から酸化物と金属汚染を除去します。
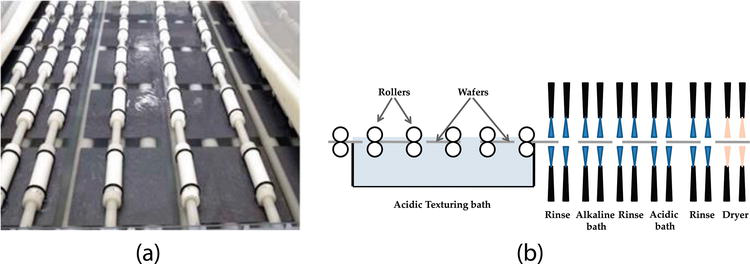
図8.(a)5レーンの代表的なインラインプロセスと(b)多結晶ウェーハの酸性テクスチャリングプロセスフロー。
上記の酸性テクスチャリングプロセスは、スラリーワイヤソー(SWS)多結晶ウェーハに適していることに注意することが重要です。 過去数年間で、ダイヤモンドワイヤーソーイング(DWS)プロセスは、プロセスと経済的利点により、スラリーワイヤーベースの切断に取って代わりました[19]。 SWS多結晶ウェーハの鋸による損傷は、DWSウェーハよりも大きく、DWSウェーハは、深い真っ直ぐな溝があり、スラリーワイヤの鋸ウェーハよりもはるかに滑らかな表面を持っています[19]。 SWSウェーハののこぎりによる損傷は、DWSウェーハでは発生しない、テクスチャリングプロセスを開始するための重要な役割を果たします。
DWS多結晶ウェーハをテクスチャリングするためのさまざまな方法が提案されており、表2 [20]に要約されています。 さまざまな方法を調整することにより、0%に近い反射率を得ることができるため、「ブラックシリコン」という用語は、DWS多結晶ウェーハのテクスチャリングプロセスに使用されています。 RIEは、ブラックシリコンを製造する最初の方法であり、六フッ化硫黄(SF6)を使用してSiおよびCl2やO2などのガスと反応し、反応を不動態化および制限します[20]。 最近、平均効率21.3%の市販のマルチPERC太陽電池が、RIEベースのテクスチャリングプロセスで実証されました[21]。 ただし、RIEは真空ベースのプロセスであるため、スループットは通常のインラインプロセスと比較して低く、また、鋸の損傷とイオン衝撃による損傷をそれぞれ除去するために、追加の前処理と後処理が必要です。 真空やプラズマを必要としないRIE法の変形が市販のツールに実装されています[22]。
方法
試薬
マスク
触媒
最小反射率(%)
反応性イオンエッチング(RIE) | SF6/O2、SF6/ Cl2/O2、SF6/O2/ CH4 | 無し | 無し | 4.0 |
プラズマ浸漬イオン注入(PIII) | SF6/O2 | 無し | 無し | 1.8 |
レーザー照射 | CCl4, C2Cl3F3、SF6、Cl2, N2、空気 | 無し | 無し | 2.5 |
プラズマエッチング | SF6 | Agナノ粒子 | 無し | 4.2 |
金属支援化学エッチング(MACE) | AgNO3/ HF / HNO3 | 無し | Ag、Au | 0.3 |
電気化学的エッチング | HF、EtOH、H2O | 無し | 無し | & lt; 5.0 |
表2.ダイヤモンドワイヤーソーイングされた多結晶ウェーハをテクスチャリングするためのさまざまな方法[20]。
DWS多結晶ウェーハをテクスチャリングするためのアプローチの1つは、既存の酸性テクスチャリングベースの化学的性質を添加剤でアップグレードすることです[23、24、25]。 このようなアプローチは、MACEベースのアプローチと比較してCoOが低くなる可能性があります[23]。 このような添加剤ベースのアプローチの反射率は、Al-BSFベースの構造の太陽電池効率が18.7%である従来のアイソテクスチャリングソリューションと同様であることが実証されています[24]。
MACEベースのテクスチャリングは、従来の酸性エッチング法に似ていますが、触媒金属堆積のステップが追加されています。 プロセスフローは、SDR、触媒金属の堆積、化学エッチング、および後処理で構成されます。 バッチタイプのMACEテクスチャリングプロセスを使用して、市販のマルチAl-BSFセルで19.2%の効率が得られました[26]。 インラインタイプのMACEベースの商用ツールは、反射率を12〜23%の範囲で調整し、Al-BSFおよびPERC構造の平均効率をそれぞれ18.8%および20.2%にする可能性があることが実証されています[27]。 MACEプロセスに基づくテクスチャ表面の代表的な画像を図9に示します。インラインMACEプロセスの所有コスト(CoO)は、テクスチャバスからAgをリサイクルすることでさらに削減できる範囲で、バッチベースのMACEプロセスと比較して潜在的に低くなります。 [27]。
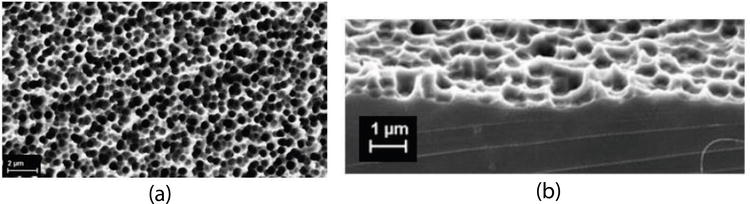
図9.MACEテクスチャDWSマルチウェーハ、(a)Ravg=12%の表面、および(b)Ravg=22%の表面[27]。
4.3ウェットケミストリーベースのエッジ分離
太陽電池のエミッタ領域は、高温拡散プロセスによって製造されます(これについては前のセクションで説明します)。 拡散プロセス中に、リン光ケイ酸塩ガラス(PSG)がウェーハ上に堆積されますが、ARC層を堆積する前に除去する必要があります。 図10に示すように、拡散ステップの後、n型領域はウェーハのエッジと裏面にも存在します。 エッジと背面のn型層は、エミッタをベース基板と短絡させるため、図10(c)に示すように、これらの領域をエッチングして、FS上のエミッタをベース基板から分離することが重要です。
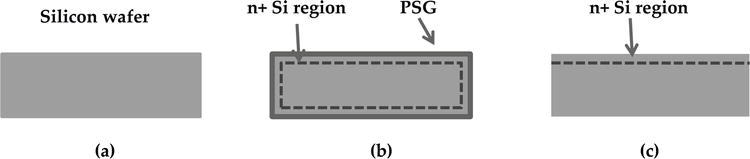
図10拡散およびエッジ分離後のシリコンウェーハの処理(a)テクスチャード加工されたシリコンウェーハ、(b)拡散シリコンウェーハ、(c)エッジ分離後の拡散シリコンウェーハ。
エッジ分離プロセスは、前のセクションで説明したテクスチャリングプロセスと同様にインラインで実行できます。 この場合の例外は、化学物質がFSと相互作用することなく、裏面とエッジのみをエッチングする必要があることです。 エッジ分離プロセスの代表的な画像を図11に示します。エッチング液が前面に接触しないように、ローラーは底面にのみ存在することに注意してください。 RSエッチング後の後続のステップは、インラインテクスチャリングマシンのステップと同様です。
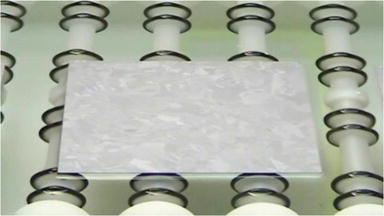
図11インラインエッジアイソレーションバス内の太陽電池の代表的な画像。
5.太陽電池製造の熱プロセス
高温プロセスは、太陽電池製造の重要な部分を形成します。 このようなプロセスの例としては、拡散によるpn接合の形成、スクリーン印刷された接点の焼成、表面パッシベーション層の活性化、またはアニーリングプロセスによって引き起こされる欠陥があります。 このセクションでは、エミッタ拡散プロセスとプラズマ化学気相成長法(PECVD)の基本的な物理学を垣間見ることができます。
5.1エミッターの拡散
エミッターの拡散は、産業用太陽電池製造における重要な熱ステップの1つです。 結晶性p型シリコン太陽電池のn型エミッターは、リン(P)拡散によって形成されます。 拡散プロセスでは、Siウェーハは炉に送られ、800〜900°Cで塩化ホスホリル(POCl3)とO2にさらされ、Siウェーハ表面にPSGが堆積します。 このステップはプレデポジションと呼ばれ、PSG [28]がリン(P)ドーパントのソースとして機能してSiウェーハに拡散します。 次のステップはドライブインです。ここでは、ドーパントガスの供給が切断され、PSG層からのPがSiウェーハにさらに拡散します。 ハネスら。 [29]は、太陽光発電アプリケーションの最適なプロセスの実現可能性を示しており、3つの異なる効果を考慮する必要があります。 まず、PSGからのPの拡散と、Siウェーハ内の電気的にアクティブな状態と非アクティブな状態でのPの存在により、Shockley-Read-Hall(SRH)の再結合が増加します。 第二に、PSG層に向かってSi層への不純物のゲッタリング。 最後に、PドープSiエミッターとの金属接点形成により、生成された電力が引き出されます。
拡散プロセスは、pn接合の深さとP濃度プロファイルに依存するシート抵抗によって定量化されます。 シート抵抗の単位はΩ/ cm(通常はΩ/□として測定)で、4点プローブシステムを使用して測定されます。 シート抵抗の定義を式(1)に示します。 (1)。
ここで、R =長方形断面の抵抗(Ω);ρ=抵抗率(Ωcm); l =長方形断面の長さ(cm); A =長方形断面の面積(cm2); W =長方形断面の幅(cm) ); D =長方形断面の深さ(cm)およびρsheet= l=W(Ω/□)の場合の所定の深さ(D)に対する抵抗。
エミッタシート抵抗の以前の値は30〜60Ω /□で、pn接合の深さは& gt; 400nmで、P表面濃度が高くなっています。 前面の銀(Ag)接触ペーストの改善により、エミッタシート抵抗は90〜110Ω /□の範囲になり、接合深さは約300 nm、P表面濃度は低くなりました。 より大きなシート抵抗にシフトすることで、UVおよび青色スペクトルでより多くの光を取り込むことができ、同時に表面の再結合を減らしてVocを改善することもできます。 拡散プロセスは、FS(ガスに直接さらされる)とエッジおよびRSで発生することに注意してください。 エッジ分離プロセスが実行されない場合(セクション4.3で説明)、エミッタは基板と短絡します。
図12は、閉じた石英管システムでのPOCl3拡散プロセスを示しています。POCl3は、キャリアガスN2でバブリングすることによってプロセス管に供給される液体源です。 混合することにより
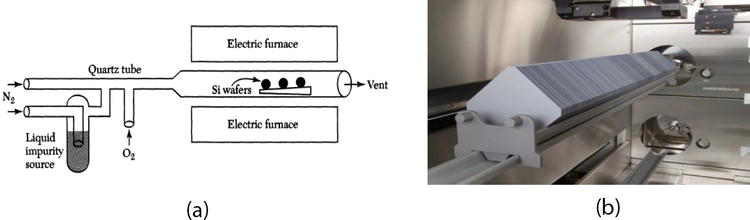
図12.(a)バッチタイプの拡散プロセスの概略図と(b)バッチタイプの拡散装置の代表的な画像。 出典:centrotherm GmbH
Si表面では、
予備堆積中の副産物である塩素は、金属と錯体を形成することによってウェーハと石英管を洗浄します。 PSGは、P原子をSi表面に打ち込むためのソースとして使用されます。 ドライブインプロセス中、POCl3はオフになり、O2のみが追加されて、PSGの下に薄い酸化物層が構築され、P原子のSi表面への拡散が促進されます。
図13に示すように、拡散管の内部には5つの加熱ゾーンがあります。ゾーンは次のとおりです。
ローディングゾーン(LZ)-ウェーハがチューブにロードされる領域。
センターローディングゾーン(CLZ)-ローディングゾーンとセンターゾーンの間の領域。
センターゾーン(CZ)-チューブの中心領域。
センターガスゾーン(CGZ)-センターゾーンとガスゾーンの間の領域。
ガスゾーン(GZ)-ガスが排気ガスを通って移動する領域。

図13拡散管内の加熱ゾーン。
通常、各加熱ゾーンの温度は、ボート全体のすべてのウェーハで等しいエミッタシート抵抗が得られるように調整されます。
拡散プロセスの環境は非常にクリーンである必要があるため、チューブには石英材料が使用されます。 チューブの清浄度と積載エリアのメンテナンスもプロセス結果に影響します。 気相拡散ではチューブ内に残留物がないため、プロセスがよりクリーンになります。 低圧(LP)条件でのハーフピッチ負荷[31]により、スループットを向上させることができます。 通常、1,000枚のウェーハが1本のチューブに搭載され、バッチ型拡散システムに5枚の拡散チューブが搭載されているため、太陽電池の製造で最大3,800枚/時のスループットを実現できます。
Pドーパントの供給源としてリン酸を使用してウェーハをベルト上で輸送するインライン拡散システムも商業生産で使用されました[32]。 ただし、インラインプロセスと比較して、バッチプロセスはよりクリーンで効果的かつ効率的です。 n型太陽電池またはPERTのような高度な太陽電池の概念の場合、p型バッチ拡散は三臭化ホウ素(BBr3)のようなホウ素(B)ドーパント源に基づいています[33,34]。
5.2反射防止コーティング(ARC)の堆積
裸のSi表面は、入射光の& gt; 30%を反射します。 セクション4で説明したように、テクスチャリングプロセスにより、光のキャプチャが改善されます。 ARC層を堆積することによって得られる反射率をさらに低減することが望ましい。 TiOxは、太陽電池のARC層として使用された最も初期の材料の1つでしたが、適切な表面パッシベーションを提供できなかったため、最終的にSiNx:Hに置き換えられました[37]。 熱成長した酸化ケイ素(SiO2)も、記録破りの不動態化エミッター後部局所拡散(PERL)セルの不動態化材料として使用されました[37]。 高い熱収支と長いプロセス時間により、SiO2ベースのパッシベーションは太陽電池の大量生産には不適切でした[37]。 太陽電池アプリケーション用のさまざまなARCおよび不動態化材料の包括的なレビューは[37]で説明されています。
プラズマ化学気相成長法(PECVD)プロセスは、反射を低減するだけでなく、前面のn型エミッターとバルクを不動態化して太陽電池の効率を向上させるSiNx:HのARC層を堆積するのに適しています[36、 37]。 バッチタイプのPECVDシステムの概略図を図14に示します。ウェーハは、前面が互いに向き合うようにグラファイトボートにロードされます。 400〜450°Cの温度で動作するプロセスガスアンモニア(NH3)とシラン(SiH4)に基づくRFプラズマは、次のように水素化SiNx:H層を堆積します。 (4)[35]。 SiNx:H膜に組み込まれた水素は、焼成ステップ(次のセクションで説明)中にバルクに拡散し、ダングリングボンドを不動態化して太陽電池の性能を向上させます[36,37]。
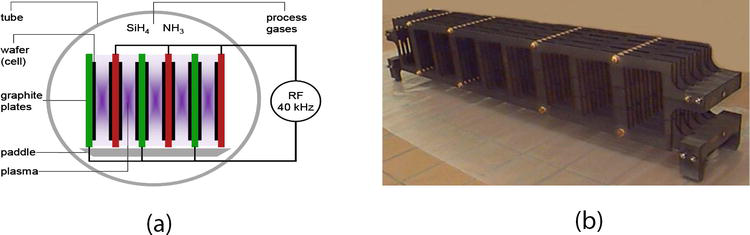
図14.(a)SiNx:H堆積用のバッチタイプPECVDプロセスの概略図、および(b)PECVD炉にSiウェーハをロードするためのグラファイトボート。
SiNx:H膜の屈折率(RI)は、SiH4 / NH3gasの比率によって制御されますが、厚さは堆積時間に依存します。 SiNx:HベースのARCは、単一波長の反射を最小限に抑えることができ、波長の厚さは[38]で与えられます。
ここで、t=SiNx:H ARC層の厚さ、λ0=入射光の波長、n1=SiNx:H層の屈折率。
この関係に基づいて、ARCは「1/4波長ARC」とも呼ばれます。 太陽電池の場合、RIと厚さは、太陽光スペクトルのピークである600nmの波長での反射を最小限に抑えるように選択されます。 ARCの厚さとRIは、ガラス/空気とSiのいずれかの側の材料の幾何平均になるように選択されます。 SiNx:H ARCの一般的な厚さは80〜85 nmで、RIは2.0〜2.1で、太陽電池の色は青から紫の青になります。 SiNx:Hを蒸着したテクスチャード多結晶太陽電池の代表的な画像を図15(a)に、厚さに基づくSiNx:Hの色の変化を図15(b)に示します。 与えられた堆積パラメータについては、表面のテクスチャとARCの色に依存することに注意することが重要です。 典型的な青色とは異なり、太陽電池の色が暗いさまざまなソーラーモジュールがあります。 太陽電池製造ラインの典型的なARC堆積段階は、それぞれ4本のチューブと最大3,500ウェーハ/時のスループットを備えた2つのPECVDシステムで構成されています。
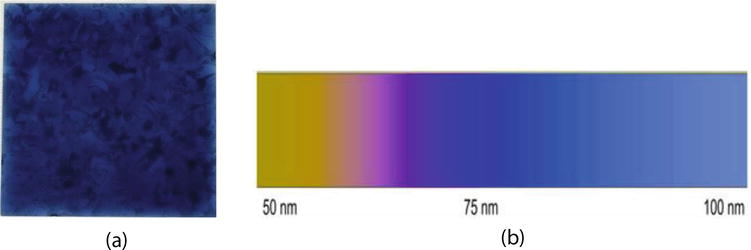
図15.(a)SiNx:Hでコーティングされた多結晶太陽電池の代表的な画像、(b)厚さに基づくSiNx:H層の変化。
SiNx:Hはp型Siの不動態化には適していないため、Al2O3などの誘電体はPERCセル[8]などのセルアーキテクチャのRS不動態化、またはn型太陽電池のp型エミッタに使用されます。 PERC太陽電池の場合、Al2O3不動態化層はSiNx:Hで覆われ、焼成プロセス中にAlペーストから保護され、長波長光の内部反射板としても機能します。 市販のPECVDおよび原子層堆積(ALD)ベースのシステムは、最大4,800ウェーハ/時間のスループットでAl2O3を堆積するために利用できます[39]。
6.メタライゼーションと太陽電池の特性評価
6.1スクリーン印刷ベースのメタライゼーション
太陽電池製造の最後の処理ステップは、最小の抵抗損失で電力を引き出すためのFSおよびRSメタライゼーションです。 Agはn型エミッターの良好な接触材料ですが、Alはp型基板と非常に良好な接触をします。 Ag / Alペーストの組み合わせを使用して、RSにパッドを印刷し、モジュール内の太陽電池の相互接続を容易にします。 スクリーン印刷は、太陽電池のメタライゼーションのためのシンプルで高速かつ継続的に進化するプロセスです。
スクリーン印刷プロセスの概略図を図16に示します。スクリーンには、図17(a)に示すように、目的のメタライゼーションパターンに従って開口部を備えたエマルジョンコーティングされたステンレス鋼メッシュがあります。 金属ペーストは、スクリーンパターンに基づいて太陽電池にペーストを堆積させる洪水とスキージの動きを介してスクリーン上に広がります。 スナップオフは、画面と太陽電池の距離です。 スキージの圧力とスナップオフ距離は、AgFSフィンガーのペーストの配置と形状を決定する重要なパラメーターです。
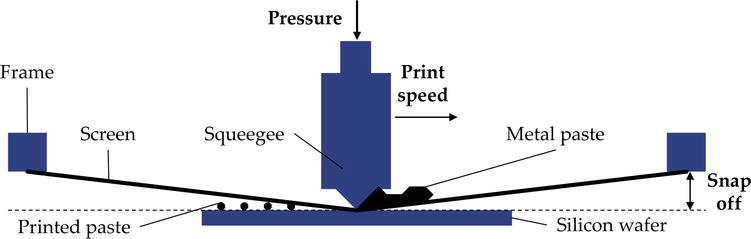
図16.太陽電池メタライゼーションのスクリーン印刷プロセスの図。
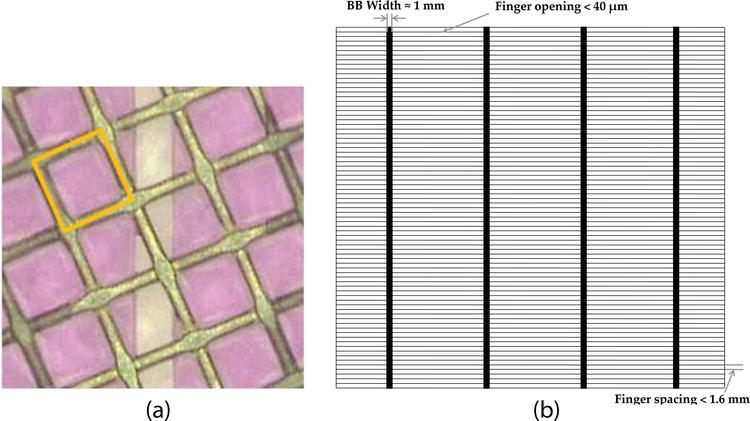
図17.(a)FS Ag印刷用のフィンガー開口部を備えたメッシュエマルジョンスクリーン[40]および(b)代表的なFSメタライゼーションパターン。
Ag / Al RSパッドの一般的なペーストレイダウン、RSAlおよびFSAgは、6インチAl-BSF多結晶太陽電池でそれぞれ35〜45mg、1.1〜1.4g、および100〜120mgです。 例示的なAgFSメタライゼーションパターンを図17(b)に示します。 Agフィンガー開口部は30μm未満に減少しましたが、5バスバーの適用が現在ますます採用されています。 このようなスクリーンパラメータと良好なペーストレイダウンにより、& lt; 6%の光学的シェーディング損失を伴うAl-BSF太陽電池で& gt; 80%の一貫したFFが得られるはずです。
6.2メタライゼーションペーストの乾燥と高速焼成
メタライゼーションペーストは、金属粉末、溶剤、有機バインダーで構成されています。 FS Agペーストの場合、SiNx:H層をエッチングし、n型エミッターと接触する間、ペーストにはガラスフリットも含まれます[41]。 金属ペーストは印刷後に乾燥され、最後に焼結のために高速燃焼炉に送られ、RSAl-BSFとFSAgの接点を形成します。 温度プロファイルを備えたこのような高速焼成炉の例を図18に示します。FSAgフィンガー焼結プロセスを図19に示します。太陽電池が高速焼成炉を通過すると、有機バインダーが燃焼し、続いて溶融します。ガラスフリットの形成と最終的にn型エミッターに接触するAg微結晶の形成。 焼成プロファイルは、特定のタイプのメタライゼーションペーストとエミッタ拡散プロファイルに基づいて調整する必要があります。 一例として、発火ピーク温度が低く、FS上で良好なオーミック接触が形成されない可能性がありますが、温度が高すぎると、接合部を介したAgの拡散とpn接合のシャントが発生する可能性があります。 完全な多結晶Al-BSF太陽電池の画像を図20に示します。
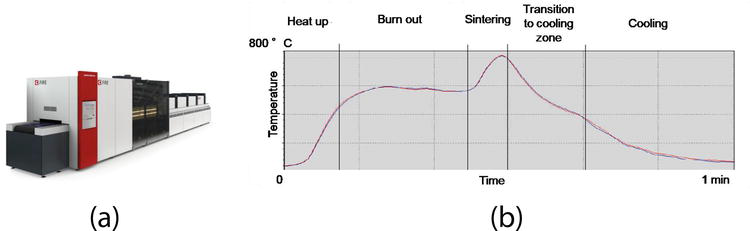
図18.(a)金属接点を焼結するための焼成炉の例および(b)焼成炉の例示的な温度プロファイル。 出典:centrotherm GmbH
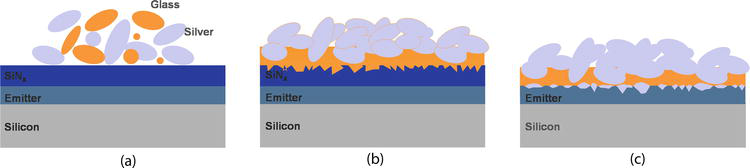
図19.焼成プロセスの図。 (a)有機バインダーの燃焼、(b)SiNx:Hをエッチングするガラスフリットの溶融、および(c)エミッター界面でのAg結晶子の形成。
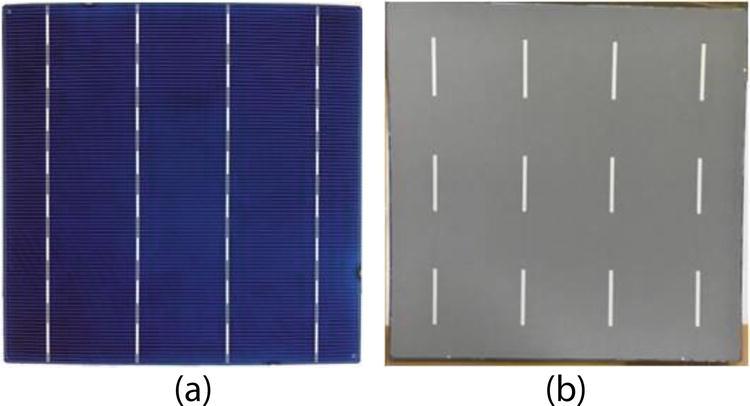
図20.(a)完全な太陽電池のFSと(b)完全な太陽電池のRS。
6.3めっきベースの前面メタライゼーション
太陽電池処理におけるさまざまな要因のコストは年々減少していますが、フロントAgの寄与は依然として最も重要です[42]。 Agを銅(Cu)のような代替金属に置き換えるためにかなりの量の作業が行われ、導電率の値はAgの導電率に非常に近く、コスト面でも大きなメリットがあります[43,44]。 CuはSiへの拡散性と溶解性が高いため、Cuめっきの前にニッケル(Ni)のようなバリア層がSi上に堆積されます[42]。 従来のめっきから派生した光誘起めっき(LIP)は、光の光起電力効果を利用して目的の金属をめっきし、従来のめっきと比較して多くの利点があります[43,44]。
Ni-Cuベースの前面メタライゼーションには、Agペーストベースのメタライゼーションとは異なり、追加の前面ARCパターニングステップが必要です。また、ほとんどの場合、接触抵抗を減らし、金属スタックの良好な接着性を実現するために、追加のNi焼結ステップも必要です[42 ]。 Ni-Cu-Agメッキスタックに基づく市販のDWSカットmc-Si太陽電池は、22μmの指幅、0.5に近いアスペクト比、およびリファレンススクリーン印刷されたAgベースの太陽電池と同様の効率で実証されています[45 ]。
スクリーン印刷プロセスの単純さ、信頼性、および高スループットに加えて、Ag FSペーストの継続的な改善により、Ni-CuベースのメタライゼーションがAgベースのFSメタライゼーションと競合することが困難になっています。 ただし、Cuを透明導電性酸化物に直接めっきできる両面ヘテロ接合太陽電池のような高い太陽電池効率の概念では、めっきプロセスが簡素化され、必要な工具は1つだけです[39]。 同様に、金属の量を減らす必要がある高効率の概念は、めっきベースのメタライゼーションを使用して同じことを達成できます[42,46]。
6.4太陽電池のIVテストと特性評価
最後のステップは、標準テスト条件(STC)、つまりクラスAAAソーラーシミュレーターを使用したAM 1.5G、1000W / m2に従って完全な太陽電池のIVテストです。 太陽電池のFSプロービングの例を図21に示します。IVテスターから得られた典型的なパラメーターを表3に示します。IVテスターには、太陽電池の欠陥の診断に役立つ多くの特性パラメーターがあります。 いくつかの欠陥がある太陽電池の代表的なエレクトロルミネッセンス(EL)と熱IR画像を図22(a)–(c)に示します。 均一な強度の良好な太陽電池のEL画像を図22(a)に示しますが、FSフィンガーが均一に印刷されていない太陽電池の場合、図22(b)に暗いコントラストが見られます。 )は、処理ステップの1つで形成された局所シャントを備えた太陽電池の熱IR画像を示しています。 最終的に、太陽電池は、選択した分類に基づいて、さまざまな効率ビンに分類されます。
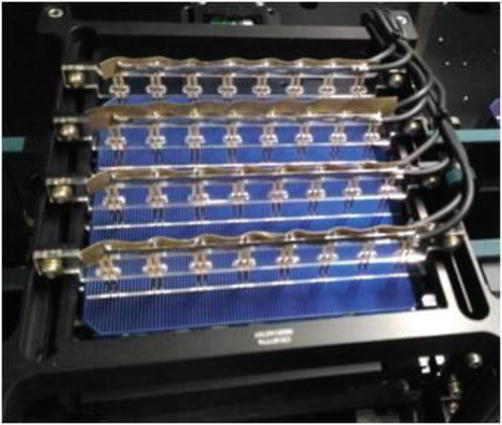
図21.太陽電池の特性評価のためのIV測定FSプロービング。
パラメータ
コメント
Voc(V) | 優れたmc-SiAl-BSF太陽電池の値は& gt; 0.635Vです。 |
Isc(A) | 優れたmc-SiAl-BSF太陽電池の値は& gt; 9.0 A |
FF(%) | 優れたmc-SiAl-BSF太陽電池の値は& gt; 80%です。 |
効率 (%) | 優れたmc-SiAl-BSF太陽電池の値は& gt; 18.6%です。 |
Vmpp(V) | 最大電力点での対応する電圧 |
Impp(A) | 最大電力点での対応する電流 |
Rs(Ω) | 優れたmc-SiAl-BSF太陽電池の値は& lt;1.5mΩです。 |
Rsh(Ω) | 優れたmc-SiAl-BSF太陽電池の値は& gt;100Ωです。 |
Irev(A) | 良好な太陽電池の場合、-12Vの電圧での逆電流は& lt; 0.5Aである必要があります。 |
FS BB-BB抵抗(Ω) | FS上のBB間で測定された抵抗 |
RS BB-BB抵抗(Ω) | RSのBB間で測定された抵抗 |
表3.IV測定から得られた太陽電池の特性評価のためのパラメーター。
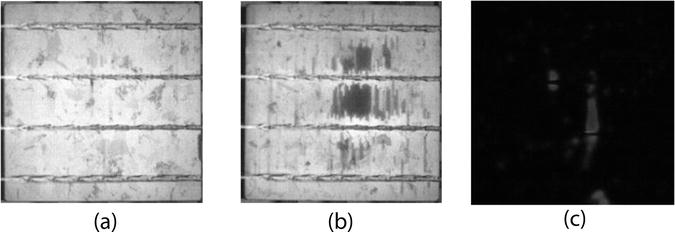
図22.(a)良好な太陽電池のEL画像、(b)Agフィンガープリントに不均一性がある太陽電池のEL画像、および(c)局所的なシャントの存在を示す太陽電池の熱IR画像。
7.今後の動向
DWSは単結晶ウェーハの標準になりましたが、多結晶ウェーハの市場シェアは2022年までに& gt; 80%になると予想されています[2]。 多結晶ウェーハのSWSは、その時点で段階的に廃止される予定です。 DWSを使用すると、カーフ損失も2022年までに& lt;80μmになり、ウェーハあたりのポリシリコン消費量が15g未満に減少します。 フロントコンタクトの3BB設計は、2020年までに段階的に廃止され、5BB設計のシェアは50%になると予想されます。 Agペーストとスクリーンの継続的な改善により、FSフィンガー幅は2022年までに30μmに減少すると予測されています。湿式化学処理ツールは2018年に8,000ウェーハ/時のスループットを超え、2020年までに9,000ウェーハ/時間に達するでしょう。熱処理装置2018年には5000wafers / hのスループットに達し、2020年までに7,000wafers / hを超えると予想されています。メタライゼーションおよびIVテスト/ソーティングセクションのスループットは、2022年までに& gt; 7,000wafers / hになると予想されます。
2018年に& gt; 60%の市場シェアを持つAl-BSFベースのセル技術は、2025年までに& lt; 20%に減少すると予想されます。高効率太陽電池の概念にさらに重点を置いて、PERCのシェア技術は2022年までに& gt; 50%になると予想されます。MonoPERCの生産効率は2022年までに& gt; 22%になると予想されますが、マルチPERCの場合は同時に21%に達するはずです。 マルチPERCに関連する重要な側面は、フィールドにモジュールを設置した後の効率の低下を最小限に抑えるためのLeTIDベースの問題の軽減です。 2020年までに23%の安定した効率に達すると予想された後、2018年に& gt; 22%の効率を持つSi HJセル、2022年までに約10%の市場シェア。背面からの放射は、2022年までに20%の市場シェアを持つと予想されます。N型バックコンタクトソーラーセルは、2020年までに24%の効率を超えると予想されます。
8.結論
Si太陽電池は、成熟した製造技術により、過去数十年にわたって再生可能エネルギー分野の重要な部分になっています。 P型多結晶ウェーハは太陽電池製造の主力となっています。 しかし、効率が高く、製造コストが下がることで、単結晶太陽電池も大きなシェアを獲得しており、近い将来、多結晶ウェーハと緊密に競争することが期待されています。 標準的なAl-BSF技術では、19%と20%がそれぞれ多結晶太陽電池と単結晶太陽電池のベンチマークになっています。 モノPERCセルとマルチPERCセルは、それぞれ21.5%と20%の安定した効率に達しました。 さらに、PERCは、全領域接触の代わりにRSにグリッドパターンを設定することにより、両面太陽電池のより簡単なアプローチも提供します。 高効率のn型および両面太陽電池の市場シェアは& lt; 10%であり、今後増加すると予想されます。 製造技術は過去数年間でかなり成熟し、スループットを向上させるためのさらなる改善が行われています。
謝辞
この章の内容の一部を引用してくれたRCTSolutionsGmbHの同僚に感謝します。 Mehul C.Ravalは、ブラックシリコンテクスチャリングに関する議論をしてくれた同僚のJimZhouに感謝します。